
The production of Polyvinyl Alcohol (PVA) film is primarily achieved through methods such as solution casting, wet extrusion, and dry extrusion blow molding. While these techniques originate from traditional plastic film manufacturing, they require specific process adjustments due to the unique water-soluble nature of Polyvinyl Alcohol (PVA). Currently, the solution casting method remains the dominant production process in China. However, researching and improving extrusion blow molding technologies for large-scale industrialization represents the industry's primary future focus.
Steel Tape Casting (Tapecasting)
Also known as doctor blading or knife coating, this method is a cornerstone technology for producing water-soluble films. First introduced by Glenn N. Howatt in 1947 and patented in 1952, the process begins by mixing raw PVA, solvents, and additives using mechanical or ultrasonic stirring. Release agents, plasticizers, and other functional additives are then introduced to create a stable aqueous colloidal solution. After defoaming in an insulation tank, the solution flows onto a carrier belt and is shaped into a green film by a blade before entering a drying chamber to evaporate the solvent. The final aqueous solution comprises five main components: PVA, water, release agents, plasticizers, and functional additives.

Drum Casting Method
The drum casting method utilizes a coating roller to apply a diluted PVA solution directly onto a continuously rotating drying drum or belt, evaporating the moisture to form a dry film. The fundamental difference between this and tape casting lies in this continuous roller coating mechanism. To optimize processing performance, plasticizers such as glycerol, ethylene glycol, or low molecular weight polyethylene glycol are often added to the raw solution. The production line typically consists of a control system, glue preparation system, casting/coating system, and a heating system.

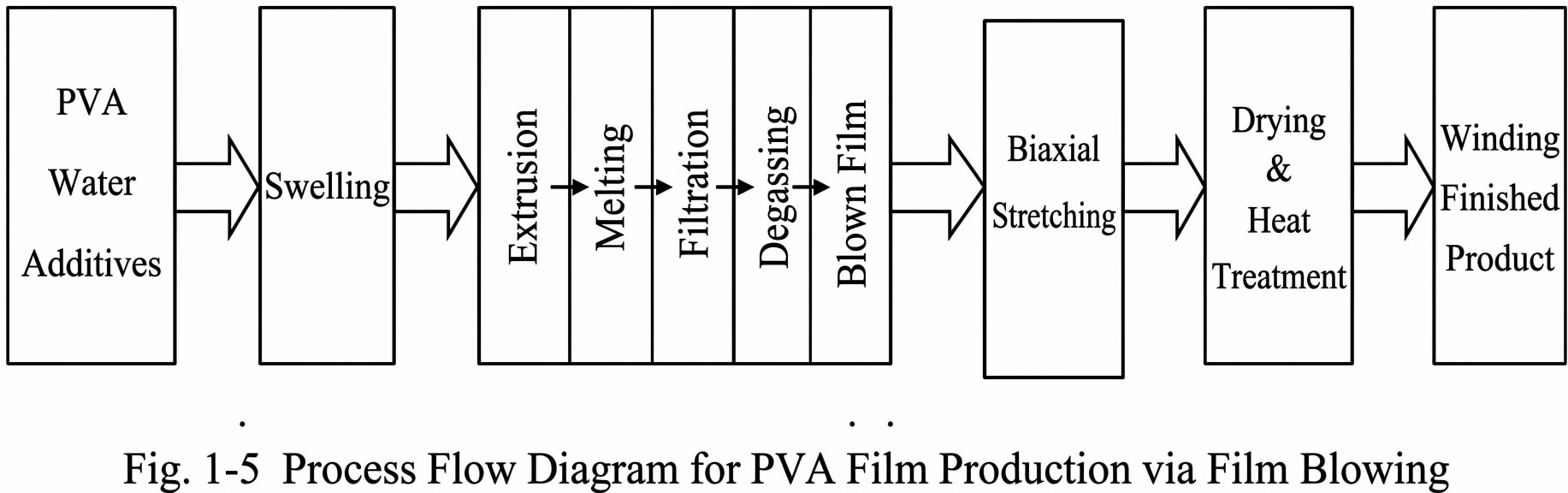
Wet Extrusion Blow Molding
Directly melting PVA is technically challenging because its melting point is 220°C to 240°C, yet it begins dehydrating and etherifying at 160°C and decomposing at 200°C. To bypass this issue, the wet extrusion method utilizes PVA resin containing 40% to 50% water content alongside other additives for blow molding.
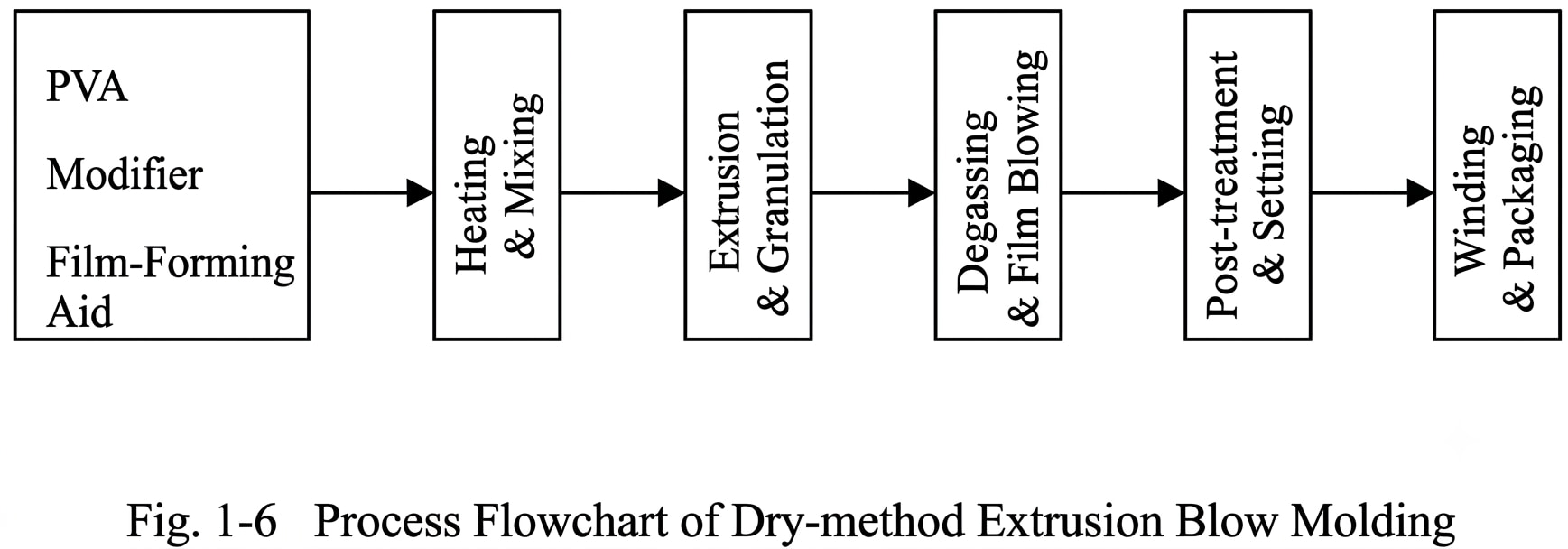
Dry Extrusion Blow Molding
In this innovative approach, PVA is vacuum-dried for 24 hours, uniformly mixed with plasticizers and film-forming agents in a high-speed mixer, and then extruded into granules using a modified Brabender 225 single-screw extruder. The material is subsequently defoamed, blow-molded, and set into the final product. Dry PVA granules created this way can also be utilized in manufacturing injection-molded hollow containers or multi-layer co-extruded composite films.
Website: www.elephchem.com
whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com










 Поддерживается сеть IPv6
Поддерживается сеть IPv6
