
Традиционный фенольная смола Микросмолы фенольной смолы, полученные методом объемной полимеризации, часто страдают от широкого распределения частиц по размерам, высокого уровня пылеобразования и нестабильности от партии к партии. Для преодоления этих ограничений передовая суспензионная полимеризация стала ведущим методом производства микросмол сферической формы с узким распределением частиц, экологически чистой и высокостабильной.
Раздел 1: Механизм синтеза и оптимизация процесса
[Сырье: фенол + формальдегид]
⇓ (Щавелевая кислота / Кислотный катализатор)
[Линейные новолаковые олигомеры]
⇓ (Водная фаза + диспергатор на основе поливинилового спирта (ПВА))
[Стабильные сферические суспензионные капли]
⇓ (Гексаметилентетрамин (ГМТА) / Сшивающий агент)
[Отвержденные сферические фенольные микрогранулы]
В синтезе используется система, катализируемая кислотой (например, щавелевой кислотой), для ускорения начальной конденсации фенола и формальдегида. Критически важной фазой этого процесса является превращение в водную суспензию. Поливиниловый спирт (ПВА) Представленный полимерный диспергатор разработан как высокоэффективный диспергатор, позволяющий точно контролировать поверхностное натяжение и предотвращать слияние капель.
Впоследствии в качестве отвердителя и донора метиленовой группы вводят гексаметилентетрамин (ГМТА, или уротропин). Эта реакция сшивания позволяет внедрить в структуру смолы уникальные бензоксазиновые кольцевые структуры, которые по своей природе отсутствуют в обычных полимеризованных смолах.
Раздел 2: Морфологическая характеристика с помощью СЭМ
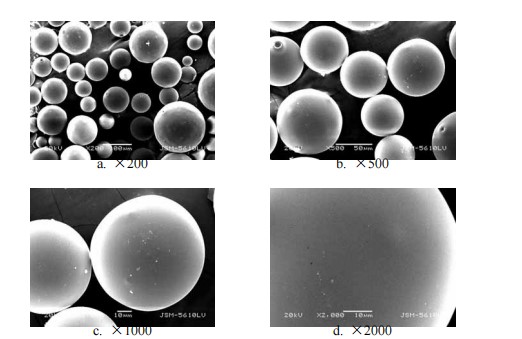
Сканирующая электронная микроскопия (СЭМ) и статистический анализ с помощью программного обеспечения показывают, что полученные из суспензии фенольные смолы обладают превосходной сферической морфологией. В зависимости от молярного соотношения формальдегида к фенолу (F/P) средний объемный диаметр зерен может быть отрегулирован в диапазоне от 102 мкм до 120 мкм.
Основные технические параметры товарных сортов:
Такая однородная сферическая геометрия исключает необходимость механического измельчения, предотвращая агломерацию, повышая стабильность при хранении и значительно оптимизируя последующие технологические процессы при компрессионном и инжекционном формовании.
Раздел 3: ИК-спектроскопический анализ
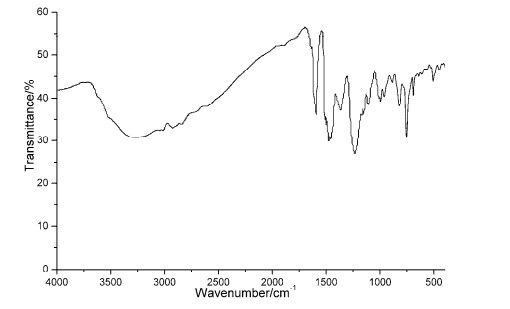
ИК-спектроскопический анализ подтвердил точную молекулярную конфигурацию фенольной матрицы суспензии. Широкая и интенсивная полоса поглощения в диапазоне 2500–3700 см⁻¹.-1 соответствует колебаниям растяжения полимерных -OH групп и групп CH. Характерные ароматические колебания включают:
Раздел 4: Кинетические профили термогравиметрического анализа (ТГ).
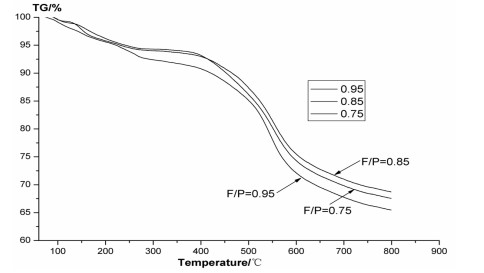
Термогравиметрический анализ (ТГА) подчеркивает превосходную стойкость к термической деградации матрицы, полученной методом суспензионной обработки, по сравнению с традиционными смолами, полученными методом обработки раствором. Кинетика пиролиза протекает в три различных термофизических этапа:
Раздел 5: Кинетика неизотермического отверждения по данным ДСК.
Кривые дифференциальной сканирующей калориметрии (ДСК) при различных скоростях нагрева (5, 10, 15, 20 ℃/мин) показывают, что механизм сшивания является строго экзотермическим. При температурах ниже 170 °C кинетика реакции определяется конденсацией гидроксиметильных групп на фенольном ядре с образованием метиленовых (-CH2-) и эфирных связей (-CH2OCH2-). Выше 170 °C преобладают разложение и перегруппировка бензилового эфира.
Отсутствие резких, дискретных эндотермических пиков указывает на то, что эндотермическое испарение и экзотермическое сшивание непрерывно перекрываются, образуя плавную кривую отверждения. Это свидетельствует о хорошо контролируемом, постепенном процессе отверждения, имеющем решающее значение для получения полимерных матричных композитов без дефектов.
суспензионно-полимеризованный Фенольная формальдегидная смола Это представляет собой значительный технологический прорыв по сравнению с традиционными полимерными смолами. Благодаря использованию оптимизированных соотношений F/P и высокоэффективных систем стабилизации, таких как ПВА, производители могут добиться точного контроля над морфологией частиц, узкого распределения молекулярной массы и выдающейся термической стабильности. Эта высокочистая сферическая фенольная смола является идеальным решением для модернизации сложных промышленных полимерных матриц.
Веб-сайт: www.elephchem.com
WhatsApp: (+)86 13851435272
Электронная почта: admin@elephchem.com










 Поддерживается сеть IPv6
Поддерживается сеть IPv6
