
В современной высококонкурентной пищевой промышленности упаковка — это уже не просто контейнер, а важнейший элемент сохранения продукта. Потребители требуют меньшего количества искусственных консервантов и более длительного срока хранения, поэтому перед производителями продуктов питания стоит серьезная техническая задача: предотвратить попадание кислорода внутрь, не увеличивая при этом лишний вес или объем.
Входить EVOH (сополимер этилена и винилового спирта)Этот высокоэффективный термопластик быстро стал золотым стандартом для высокобарьерной упаковки пищевых продуктов, защищая чувствительные продукты от порчи, потери вкуса и ухудшения качества на протяжении всей глобальной цепочки поставок.
1. Что именно представляет собой EVOH?
По своей сути, EVOH представляет собой случайный сополимер этилена и винилового спирта. Чтобы понять, почему он так хорошо работает, нам нужно внимательно изучить его молекулярную структуру:
2. Расшифровка оценок EVOH: фактор молярных процентов
Не весь ЭВОН одинаков. Характеристики материала строго определяются содержанием этилена (выраженным в моль% или мольных процентах). При выборе модели ЭВОН для упаковочных линий крайне важно выбрать правильный сорт, чтобы сбалансировать барьерные свойства с требованиями к технологическому процессу.
| Содержание этилена в EVOH | Основные характеристики и производительность | Лучшие приложения | ||
| Низкое содержание этилена (27–29 мол%) | Чрезвычайно высокая газобарьерная эффективность благодаря высокой моноклинной кристалличности. Высокая чувствительность к влажности. | Продукты со сверхдлительным сроком хранения, сухие товары и специализированная упаковка для промышленных химикатов. | ||
| Стандартный сорт (32-35 мол%) (Kuraray EVAL F101B) | Идеальный вариант для отрасли. Обеспечивает превосходный баланс газобарьерных свойств, термической стабильности и легкости экструзии. | Охлажденное мясо, молочные продукты, переработанные продукты питания и многослойные бутылки с дозатором. | ||
| Высокоэтилен (38–48 мол%) (EVAL H171B) | Отличная эластичность, более низкая температура плавления и превосходная влагостойкость, хотя газонепроницаемость несколько снижается. | Термоформование методом глубокой вытяжки, упаковка в пленку и высокоэластичные гибкие пленки. | ||
3. Мощная многослойная технология: интеграция других полимеров
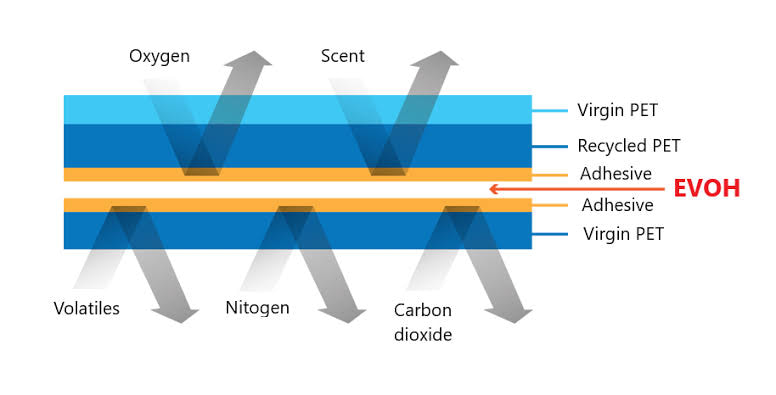
Поскольку EVOH по своей природе гидрофилен (он поглощает воду, что может временно ослабить его газонепроницаемость), его редко используют в качестве самостоятельной пленки. Вместо этого его используют в высокотехнологичных многослойных соэкструдированных структурах — часто состоящих из 5, 7 или 9 слоев, — где микроскопический слой EVOH (часто менее 10 микрон) защищен другими высокоэффективными полимерами.
Типичный пакет высокобарьерной соэкструзии включает в себя:
Экологически чистая альтернатива ПВДХ: Исторически ПВДХ (поливинилиденхлорид) был основным барьерным материалом. Однако, поскольку ПВДХ содержит хлор, он выделяет опасные диоксины при сжигании и усложняет переработку. ЭВХ содержит только углерод, водород и кислород, что делает его гораздо более безопасной, не содержащей хлора альтернативой для современных экологически чистых брендов.
4. PP против EVOH: понимание синергии
Часто при закупке упаковки задают вопрос, какой материал использовать: полипропилен (PP) или эвококк (EVOH). На самом деле, они скорее партнеры, чем конкуренты.
| Особенность | Полипропилен (ПП) | Сополимер EVOH |
| Основная роль | Прочность конструкции, влагозащита, термосварка. | Газонепроницаемый барьер (кислород, ароматизаторы, летучие органические соединения). |
| Кислородный барьер | Относительно низкий. | Исключительно высокий уровень (не допускает проникновения $O_2$). |
| Влагозащитный барьер | Высокий уровень защиты (защищает от водяного пара). | Чувствителен к влаге, если не защищен. |
| Химическая стойкость | Отлично защищает от кислот, жиров и масел. | Высокая устойчивость к органическим растворителям и минеральным маслам. |
| Профиль затрат | Экономичный товарный полимер. | Высококачественная специальная смола (используется экономно). |
Комбинируя эти материалы — используя полипропилен (PP) для прочной внешней брони и тонкий слой эво-винилоксида (EVOH) для внутренней кислородной защиты — производители добиваются высокоэффективной и экономичной конструкции.

5. Экономические и экологические выгоды
Внедрение многослойной технологии EVOH обеспечивает значительные преимущества как с точки зрения финансовых показателей, так и с точки зрения защиты окружающей среды:
«Меньше материала, больше функциональности»: Благодаря тому, что EVOH обеспечивает исключительные барьерные свойства при толщине всего в несколько микрон, это позволяет радикально уменьшить толщину (облегчить конструкцию). Это снижает потребление сырья и уменьшает транспортные расходы.
Антистатические свойства и безупречная демонстрация: EVOH обладает естественными антистатическими свойствами. При нанесении на поверхность он предотвращает скопление пыли на полках магазинов, обеспечивая глянцевую, кристально чистую и высокопрозрачную презентацию упаковки, привлекающую покупателей.
Значительное сокращение пищевых отходов: благодаря устранению проникновения кислорода, EVOH существенно замедляет окисление, потерю цвета и порчу продуктов без необходимости добавления большого количества искусственных консервантов.
Выбор идеального сорта ЭВОН и многослойной структуры полностью зависит от конкретного жизненного цикла вашего продукта — будь то термоформование методом глубокой вытяжки, высокотемпературная стерилизация или длительное хранение при комнатной температуре. Благодаря интеграции целевых сополимеров ЭВОН со стандартными полиолефинами, современные упаковочные системы обеспечивают идеальный баланс прочности, экономичности и сохранения свежести мирового класса.
Веб-сайт: www.elephchem.com
WhatsApp: (+)86 13851435272
Электронная почта: admin@elephchem.com










 Поддерживается сеть IPv6
Поддерживается сеть IPv6
